1. Ievads HP-RTM procesā
HP-RTM (High Pressure Resin Transfer Molding) ir augstspiediena sveķu pārneses formēšanas procesa saīsinājums. Tā ir uzlabota liešanas tehnoloģija, kas izmanto augstspiediena spiedienu, lai sajauktu un ievadītu sveķus vakuumā noslēgtā veidnē, kas iepriekš izklāta ar šķiedru pastiprinātiem materiāliem un iepriekš iestatītiem ieliktņiem. Sveķi plūst cauri veidņu pildīšanai, impregnēšanai, sacietēšanai un veidņu noņemšanai. , lai iegūtu augstas veiktspējas un augstas precizitātes kompozītmateriālu formēšanas procesu. Tam ir augstas efektivitātes, enerģijas taupīšanas un vides aizsardzības priekšrocības, un to plaši izmanto automobiļu, kosmosa, elektronikas un citās jomās.
Process ir parādīts 1. attēlā:
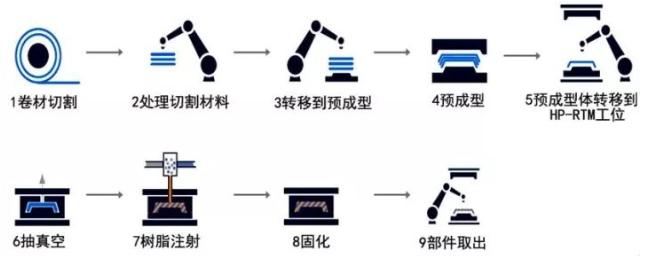
1. attēls HP-PTM procesa principa shematiskā diagramma
2. HP-RTM procesa raksturojums
HP-RTM ietver sagatavju apstrādi, sveķu iesmidzināšanu, presēšanas procesu un apgriešanas procesu. Salīdzinot ar tradicionālo RTM procesu, HP-RTM process palielina pēcinjekcijas presēšanas procesu, samazina sveķu iesmidzināšanas un iepildīšanas grūtības, uzlabo sagatavju impregnēšanas kvalitāti un saīsina formēšanas ciklu. Īpašās procesa īpašības ir šādas:
(1) Ātra veidņu iepildīšana. Sveķi ātri aizpilda veidnes dobumu, tiem ir laba infiltrācijas iedarbība, tie ievērojami samazina burbuļus un porainību, un zemas viskozitātes sveķi ievērojami palielina sveķu iesmidzināšanas ātrumu un saīsina formēšanas procesa ciklu.
(2) Ļoti aktīvi sveķi. Sveķu cietēšanas reakcijas ātrums tiek palielināts un sveķu cietēšanas cikls tiek saīsināts. Tas izmanto augstas aktivitātes ātri cietējošu sveķu sistēmu un izmanto augstas efektivitātes augstspiediena sajaukšanas un iesmidzināšanas iekārtas, lai panāktu labāku sveķu matricas sajaukšanas viendabīgumu. Tajā pašā laikā formēšanas laikā ir nepieciešama augstas temperatūras vide, kas ievērojami uzlabo sveķu sacietēšanas reakcijas ātrumu, saīsina ražošanas ciklu un stabilizē procesu. Augsta stabilitāte un atkārtojamība,
(3) Izmantojiet iekšējo atbrīvošanas līdzekli un pašattīrīšanās sistēmu, lai uzlabotu iekārtas tīrīšanas efektivitāti. Tiek izmantota iesmidzināšanas maisīšanas galviņas pašattīrīšanās tehnoloģija, un izejmateriālam tiek pievienots iekšējais atbrīvošanās līdzekļa komponents, lai efektīvi uzlabotu iekārtas tīrīšanas efektivitāti. Tajā pašā laikā produkta virsmas efekts ir lielisks, un biezuma un formas novirze ir neliela. Panākt zemu izmaksu, īsa cikla (liela apjoma), augstas kvalitātes produkciju.
(4) Izmantojiet pelējuma ātrās vakuuma tehnoloģiju. Poru saturs daļās ir samazināts un detaļu veiktspēja ir uzlabota. Tas efektīvi samazina poru saturu produktā, uzlabo šķiedru impregnēšanas efektivitāti, uzlabo saskarnes savienojuma spēju starp šķiedru un sveķiem un uzlabo produkta kvalitāti.
(5) Vakuuma apvienošana ar kompresijas formēšanas procesu pēc injekcijas. Samazinās detaļu apstrādes sarežģītība un uzlabojas ar sveķiem piesūcināto pastiprināto materiālu kvalitāte. Tas samazina RTM procesa līmes iesmidzināšanas un izplūdes atveres projektēšanas grūtības, uzlabo sveķu plūsmas piepildīšanas spēju un šķiedras impregnēšanas kvalitāti ar sveķiem.
(6) Izmantojiet dubultās stingras virsmas, lai aizvērtu veidni, un izmantojiet lielas tonnāžas hidraulisko presi spiediena palielināšanai. Produktam ir zemas biezuma novirzes un trīsdimensiju forma. Lai nodrošinātu veidnes blīvēšanas efektu, veidnes aizvēršanai tiek izmantotas dubultas stingras virsmas, bet spiediena palielināšanai tiek izmantota liela tonnāžas hidrauliskā prese, kas palielina saspiešanas spēku formēšanas procesā un efektīvi samazina biezuma un formas novirzes. daļām.
(7) Produktam ir lieliskas virsmas īpašības un kvalitāte. Izmantojot veidnēs iesmidzināšanas tehnoloģiju un spīdīgas veidnes, detaļas var iegūt augstas precizitātes šķietamo kvalitāti ļoti īsā laikā.
(8) Tam ir augsta procesa stabilitāte un atkārtojamība. Spraugas iesmidzināšanas un pēcinjekcijas saspiešanas tehnoloģijas izmantošana ievērojami uzlabo sveķu veidņu piepildīšanas plūsmas spēju, efektīvi samazina procesa defektu iespējamību un nodrošina augstu procesa atkārtojamību.
3. Galvenās procesu tehnoloģijas
(1) Šķiedru pastiprinātu materiālu iepriekšējas formēšanas tehnoloģija
Šķiedru sagataves tehnoloģija galvenokārt ietver: tekstila, adīšanas un pīšanas sagataves; sašūšanas sagataves; sasmalcinātas šķiedras injekcijas sagataves; karstās presēšanas sagataves utt. To vidū visplašāk tiek izmantota karstās presēšanas formēšanas tehnoloģija. Šajā tehnoloģijā formēšanas līdzeklis ir galvenā garantija, un šķiedras preformēšanas veidne un presēšanas tehnoloģija ir šķiedru veidošanas atslēga. HP-RTM procesam daļas struktūra ir salīdzinoši vienkārša, tāpēc arī formēšanas veidne ir salīdzinoši vienkārša. Galvenais ir tas, kā kontrolēt formēšanas veidni un spiediena instrumentus, lai efektīvi un kārtīgi izveidotu spiedienu un formu, izmantojot projektēšanas un kontroles procedūras.
(2) Augstas precizitātes sveķu mērīšanas, sajaukšanas un iesmidzināšanas tehnoloģija
HP-RTM procesa sveķu sajaukšana un iesmidzināšana galvenokārt ietver divas sistēmas: sveķu pamatmateriālu un veidnē iesmidzināmos sveķus. Tās vadības atslēga ir augstas precizitātes sveķu dozēšanas sistēma, ātra un vienmērīga sajaukšanas tehnoloģija un maisīšanas iekārtu pašattīrīšanās tehnoloģija. HP-RTM procesa sveķu galvenais materiāls ir precīzi jāmēra augstā temperatūrā un augstā spiedienā, kam nepieciešams augstas precizitātes mērīšanas sūkņa aprīkojums. Vienmērīgai sveķu sajaukšanai un pašattīrīšanai ir nepieciešama efektīva, pašattīroša, daudzkārtējas maisīšanas galviņa.
(3) Formēšanas veidņu temperatūras lauka viendabīgums un blīvējuma dizains
HP-RTM procesa laikā formēšanas veidnes temperatūras lauka viendabīgums ne tikai nosaka un ietekmē sveķu plūsmu un pildījumu veidnes dobumā, bet arī ļoti ietekmē šķiedru infiltrācijas veiktspēju, kopējo veiktspēju. no kompozītmateriāla un izstrādājuma iekšējā sprieguma. . Tāpēc ir nepieciešams izmantot vidējo apkuri apvienojumā ar efektīvu un saprātīgu cirkulācijas eļļas kontūru dizainu. Veidnes blīvēšanas veiktspēja tieši nosaka sveķu plūsmas un veidņu pildījuma īpašības, kā arī formēšanas procesa evakuācijas spēju. Tā ir galvenā saite, kas ietekmē produkta veiktspēju. Blīvgredzenu novietojums, metode un daudzums ir jāprojektē atbilstoši izstrādājumam. Tajā pašā laikā ir jāatrisina blīvēšanas problēmas veidņu montāžas spraugā, izgrūšanas sistēmā, vakuuma sistēmā un citās pozīcijās, lai nodrošinātu, ka sveķu iepildīšanas procesā nenotiek gaisa noplūde, lai nodrošinātu detaļas veiktspēju.
(4) Augstas precizitātes hidrauliskā prese un tās vadības tehnoloģija
HP-RTM procesā veidņu aizvēršanas spraugas kontrolei sveķu iepildīšanas procesā un spiediena kontrolei presēšanas procesā ir nepieciešama efektīvas un augstas precizitātes hidrauliskās preses sistēmas garantija. Tajā pašā laikā ir jānodrošina savlaicīga kontroles tehnoloģija atbilstoši līmes iesmidzināšanas procesa un presēšanas procesa vajadzībām, lai nodrošinātu formēšanas procesa nepārtrauktību.
 Latviešu
Latviešu
 English
English  ελληνικά
ελληνικά  Esperanto
Esperanto  Afrikaans
Afrikaans  tiếng Việt
tiếng Việt  Català
Català  Italiano
Italiano  שפה עברית
שפה עברית  Cymraeg
Cymraeg  العربية
العربية  Galego
Galego  Română
Română  icelandic
icelandic  ייִדיש
ייִדיש  Hrvatski
Hrvatski  Kreyòl ayisyen
Kreyòl ayisyen  Srpski језик
Srpski језик  Shqiptar
Shqiptar  Slovenski
Slovenski  lugha ya Kiswahili
lugha ya Kiswahili  አማርኛ
አማርኛ  Malti
Malti  Bosanski
Bosanski  Frysk
Frysk  ភាសាខ្មែរ
ភាសាខ្មែរ  ქართული
ქართული  ગુજરાતી
ગુજરાતી  Hausa
Hausa  Кыргыз тили
Кыргыз тили  ಕನ್ನಡ
ಕನ್ನಡ  Corsa
Corsa  Kurdî
Kurdî  Lëtzebuergesch
Lëtzebuergesch  Malagasy
Malagasy  मराठी
मराठी  മലയാളം
മലയാളം  Maori
Maori  Hmong
Hmong  IsiXhosa
IsiXhosa  Zulu
Zulu  سنڌي
سنڌي  Shinra
Shinra  Հայերեն
Հայերեն  日本語
日本語  한국어
한국어  Punjabi
Punjabi  Chichewa
Chichewa  Samoa
Samoa  Sesotho
Sesotho 



